Causes of increased contact resistance and its effect on temperature rise - News - Global IC Trade Starts Here.
When two metal conductors are in contact, there is an additional resistance in the contact area called contact resistance. The contact resistance consists of a shrink resistance and a film resistance. which is:
Rj=Rs+Rb (1)
Rs: shrinkage resistance
Rb: surface film resistance
The total resistance of the conductor R is: R = Rl + Rj (2)
Rl—the inherent resistance of the conductor
Rj—contact resistance (R1=Ï.1/s; Ï is the resistivity; 1 is the length of the conductor; s is the cross-sectional area,
 (3)
(3)
F—mechanical pressure applied to the two conductors (N)
HB—Brinell hardness of materials
 - the coefficient related to the deformation of the material, generally 0.3 to 1, when the contact surface is flat, the elastic deformation is the main one, then Take small values, when the contact points are all plastically deformed, =1
- the coefficient related to the deformation of the material, generally 0.3 to 1, when the contact surface is flat, the elastic deformation is the main one, then Take small values, when the contact points are all plastically deformed, =1
N—number of contact points
The surface film resistance Rb is related to the properties of the surface covering layer.
It can be seen from the above three formulas that for a designed product, R1 is relatively fixed, the total resistance R of the conductor changes due to the change of Rj, and Rj changes due to the change of Rs and Rb. The Rs is obtained by the formula (3). First, the conductor material is selected, and its size is determined by F and n. In the electrical appliances produced by our factory, the contact resistance Rj is often increased due to these quality problems, thereby making the temperature Lit rises.
(1) Riveting quality: welding and riveting are required to be tightly coupled, firm and reliable. If loose, the contact resistance between the connected parts increases, the quality of the riveting is poor, looseness is not easy to find, and it is difficult to repair, but its influence is It is very serious, and the temperature rise of the contact is obviously increased. I have done experiments and solved the problem of rising temperature rise immediately after replacing the qualified quality of the riveting. The average temperature rise of each point was reduced by more than 50 degrees.
(2) Welding quality: Because spot welding has the characteristics of convenient operation and high efficiency. It is most commonly used in the production of electrical appliances, but spot welding also has unstable welding quality, which cannot be visually inspected (the inspection method of our factory: man-made damage), which is easy to cause shortcomings such as virtual welding and spot welding. Welding of all conductive parts requires a firm connection and it is difficult to ensure a certain contact area, but if the welding is not strong or the welding area is insufficient, the conductive section is reduced (as shown in Figure 1), and the current is near the contact surface. The line shrinks sharply, and the shrinkage resistance Rs increases sharply. It is obtained by the formula (3), Rs increases, the resistance loss heats up Q=I2Rt increases, increases, and the temperature rises. Most of these problems occur in key conductive parts. Such as static and dynamic contacts, thermal components, soft joints, etc.
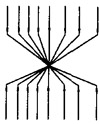
figure 1
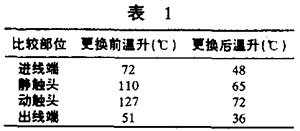
It has been tested with a product that is not firmly welded in one phase. During the test, the temperature rise of 1 to 4 is more than the allowable value of 10 to 50 °C (as shown in Figure 2), and the average temperature rise of the replacement contacts is reduced by more than 40 degrees. See Table 1.
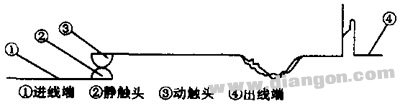
figure 2
(3) Contact pressure: The common empirical formula for contact resistance and pressure is: Rj=kj/(0.102F)m
Where F-contact pressure (N)
m - coefficient related to the contact form
Kj—contact material, surface condition, contact method, etc.
Therefore, increasing the contact pressure F can reduce the contact resistance Rj by increasing the effective contact area of ​​the contact point and effectively suppressing the influence of the surface film on the contact resistance. The former can reduce the shrinkage resistance, and the latter can reduce the membrane resistance, that is, when the contact pressure F increases, when the contact point exceeds a certain value, the adsorption film of the gas molecular layer on the contact surface can be reduced to 2 to 3 molecular layers. When the material yield point strength is exceeded, a plastic shape is generated, the surface film is crushed, the contact surface of the metal is increased, the contact resistance is rapidly decreased, and a relatively stable value is obtained.
(4) Influence of coating on the surface of the contact: In order to reduce costs, precious metals are saved. At present, most manufacturers have changed the surface of the contact surface to tin plating or thinning silver plating. However, since a tin layer is added on the surface of the silver contact after tin plating, the silver contact loses its meaning, and the resistivity of tin (0.128) is 8 times larger than the resistivity of silver (0.016), so the surface film resistance Rb is also increased by 8 to 9 times, so that the temperature rise is increased. If the silver plating layer is too thin, the contacts are equivalent to the bare parts, and are easily oxidized after being energized and heated, and the resistance of the oxide layer is much larger than that of the copper, and the temperature rise naturally rises. It can be seen from the above analysis that the contact resistance has a great influence on the temperature rise of the electrical appliance. To make the temperature rise meet the standard requirements, the contact resistance must be sufficiently small.
Remoter Controller,Remote Control,Wireless Remote, Universal Remote Control,universal remote
NINGBO COWELL ELECTRONICS & TECHNOLOGY CO., LTD , https://www.cowellsocket.com